Lasersnijden
Metaal | Plaat op maat
Wij snijden uw plaat op maat in metaal: RVS, Aluminium en Staal. In diverse afmetingen en diktes.
Onze laserservice gaat echter verder: lasergraveren, snijwerk voorzien van micro-joint verbindingen, afbramen, kanten breken, poedercoaten, glasparelstralen, galvaniseren en ook kanten, zetten, frezen, lassen en engineering voeren wij graag voor u uit.
Ons team staat voor hoogstaande kwaliteit lasersnijwerk en bewerkingen. Een topproduct met een perfecte afwerking. Enkelstuks en seriewerk.
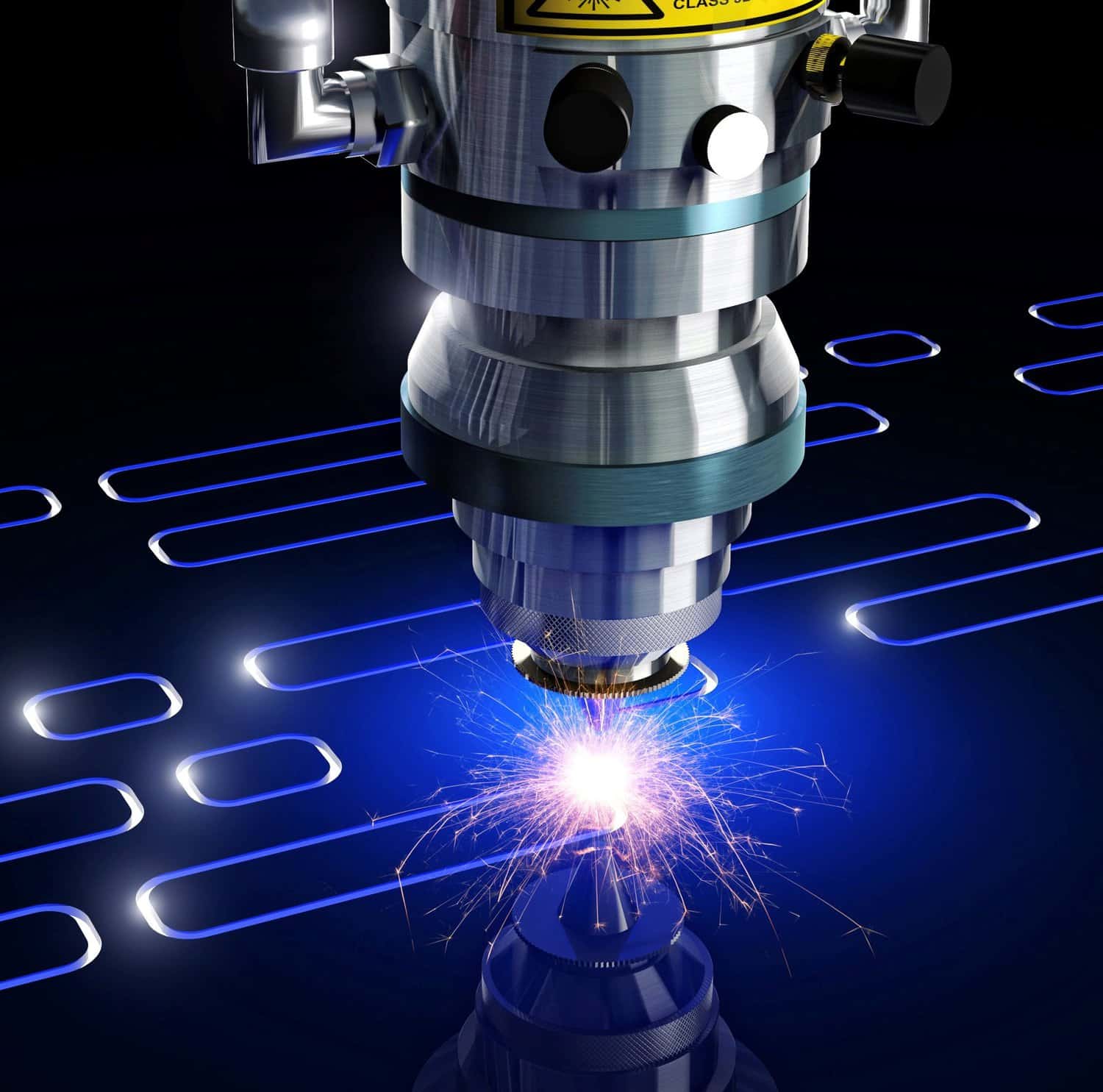
Laser staat voor Light Amplification by Stimulated Emission of Radiation. Lasersnijden is een thermisch scheidingsprocedé om plaatmetaal te verwerken. De laserstraal wordt in de laserbron (resonator) opgewekt, via spiegels of een optische kabel naar de snijkop van de machine geleid en daar via een lens met hoog vermogen gefocust op een zeer kleine diameter. Deze gefocuste laserstraal treft het plaatmetaal en laat het smelten, met behulp van gas wordt dit smeltbad uit de snijvoeg geblazen.
Wij maken hierbij gebruik van twee typen laserbronnen: de Fiberlaser en CO2-laser. De toepassingen van lasersnijden zijn hierdoor zeer divers. Een grote diversiteit aan materialen kan met lasersnijmachines worden bewerkt. Bij grotere diktes wordt er met water op maat gesneden. Plaatmateriaal in diverse afmetingen zijn mogelijk. Lenzen in de snijkop voorkomen dat er teveel divergentie optreedt. Hierdoor blijft de laser gefocust en is de energiedichtheid hoog genoeg om het materiaal te smelten.
Lasersnijden met stikstof
Lasersnijden met stikstof wordt ook wel smeltsnijden genoemd. Het gebruikte gas maakt geen deel uit van de verbranding, maar dient om het ontstane slak uit de snede te blazen. Stikstof is een inert gas en gaat geen reactie aan met het materiaal.
RVS, aluminium of staal
Stikstof of argon
Geen oxidehuid
Lagere snijsnelheid
Kleinere plaatdiktes
Hoge gasdruk, hoger gasverbruik
Lasersnijden met zuurstof
Lasersnijden met zuurstof wordt ook wel brandsnijden genoemd. De toegevoegde zuurstof reageert met het gesmolten materiaal waardoor er een verbranding optreedt. Het resultaat is een minder schone snede dan bij stikstof het geval is. Als er nog een oppervlakte behandeling nodig is zoals verzinken of poedercoaten dan is met zuurstofsnijden ongeschikt omdat er een zogenaamde walshuid ontstaat. Het advies is dan om met stikstof te snijden.
Alleen staal
Zuurstof
Oxidehuidvorming
Hogere snijsnelheid
Grotere plaatdiktes
Lager gasverbruik
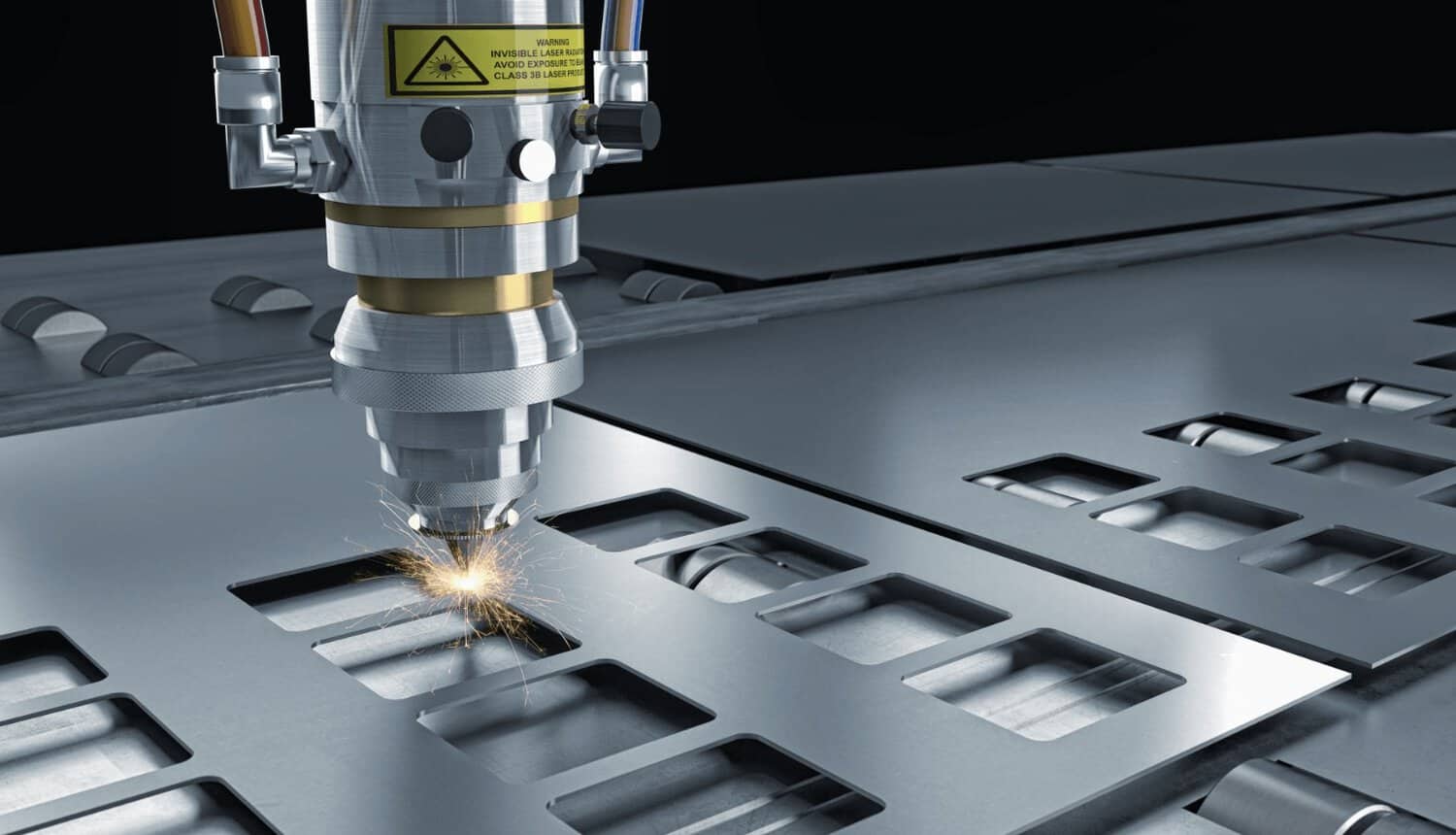
Lasersnijden is dé methode voor het snijden van staal, RVS en aluminium plaatwerk. Wij kunnen lasersnijden tot maximaal 20 mm plaatdikte. Daarnaast beschikken wij over de mogelijkheden voor watersnijden en plasmasnijden. Voor het lasersnijden van staal, RVS en aluminium zijn wij uw (kennis)partner en toeleverancier.
Onze lasersnijservice gaat verder. Wij kunnen lasergraveren, voorzien klein snijwerk van micro-joint verbindingen en leveren enkelstuks en seriewerk. Ook verzorgen wij aanvullende bewerkingen zoals ontbramen en kanten breken met onze Timesaver voor een perfecte kwaliteit lasersnijwerk.
Na deze bewerkingen is het lasersnijwerk klaar voor levering of om door ons op één van de andere afdelingen – zetten, frezen of lassen – verder bewerkt te worden.
Daarnaast kunnen wij diverse oppervlaktebewerkingen uitvoeren zoals stralen, glasparelen en poedercoaten.

Lasergraveren:
Bij lasergraveren wordt niet de volledig beschikbare hoeveelheid energie gebruikt. Hierdoor ontstaat een graveerlijn die voor meerdere doeleinden ingezet kan worden.
Een graveerlijn kan vervolgbewerkingen vergemakkelijken. Bijv. door het graveren van zetlijnen bij moeilijk te buigen producten. Een graveerlijn kan gebruikt worden om boorgaten aan te geven. Dit is handig wanneer de gatdiameters te klein zijn om te lasersnijden.Een graveerlijn kan het construeren en lassen overzichtelijker maken door de toevoeging van tekeningnummers op de subassemblages.
Graveren wordt ook veel toegepast om producten te coderen zodat producten gemakkelijk herkent kunnen worden, op verzoek worden producten voorzien van een makkelijk te verwijderen sticker of label.
Micro-joint verbindingen:
De micro-joint verbinding is een techniek om het product aan het restmateriaal verbonden te houden. Deze kleine verbinding levert de volgende voordelen op:
- Het product – met name kleine onderdelen – zijn te fixeren.
- Het product is in één keer van de tafel te halen.
- Kleine producten vallen niet tussen de snijkammen door en blijven op de tafel liggen.
- Lange, smalle delen zijn te fixeren.
- Bij warmte-inbreng zal er dan minder sprake zijn van vervorming.
Vervolgbewerkingen:
Lasersnijden is zelden de enige bewerking. Na deze eerste stap is het mogelijk om het product van een 2 mm afrondradius te voorzien door de kanten te breken. Erg handig wanneer het product gecoat moet worden en voor de EN 1090 steeds vaker vereist. Verder kunnen wij het product ook voor u boren of tappen, zetten en zelfs lassen.
Waar moet ik op letten bij RVS lasersnijden?
RVS Lasersnijden:
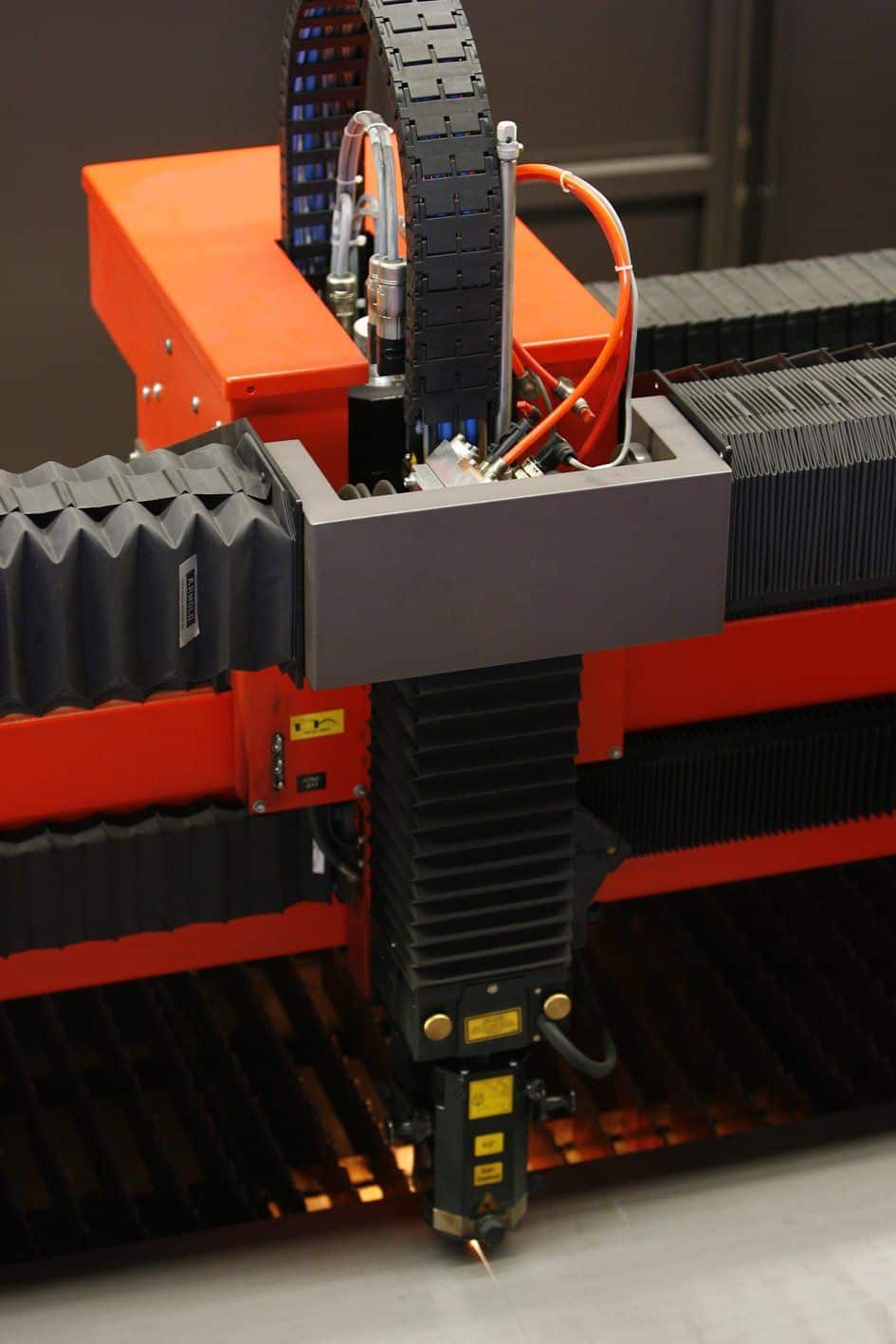
Bij RVS is het belangrijk dat het snijbed vrij is van alle staalresten die niet roestvast zijn. Lasersnijden is een techniek die gebruik maakt van hitte om metaal te snijden. Door de hitte worden ook de metaalresten van eerdere bewerkingen opnieuw verhit en deze kunnen vast smelten aan de RVS plaat. Hierdoor ontstaat kleinschalige roestvorming die op de lange termijn schadelijk kan zijn voor de plaat. Om dit te voorkomen worden speciale koperen of RVS kammen gebruikt, zodat de RVS-plaat niet in contact staat met staal. Bij RVS lasersnijden wordt daarnaast gesneden met stikstof in plaats van met zuurstof. Snijden met stikstof heeft een hogere prijs dan snijden met zuurstof. Wekelijks worden onze snijbedden gereinigd van alle soorten resten van snijmateriaal zodat u schone en zuivere plaat krijgt.
De kwaliteit van lasersnijwerk:
Lasersnijden geeft de plaat een mooie snijrand van een hoge kwaliteit. Ten opzichte van de kwaliteit van het snijwerk zijn er enkele opmerkingen, die met name betrekking hebben op de snijrand.
Warmte beïnvloede zone:
Tijdens het lasersnijden wordt de plaat links en rechts van de snijvoeg aan de insteekpositie beïnvloed door de warmte. De temperatuur kan binnen enkele seconden oplopen van kamertemperatuur tot 2000°C en daarna weer dalen tot onder de 600°C.
De snelle stijging van de temperatuur is goed voor te stellen door de warmte van de laserstraal. Dat de afkoelsnelheid ook hoog is, komt door de steile temperatuurgradiënt tussen de snijrand en het omliggende materiaal. Het omliggende materiaal krijgt bijna geen tijd om op te warmen, de temperatuur is hier nog steeds vrij laag. Hierdoor kan de hitte van de snijrand snel afgevoerd worden. De afkoelsnelheid is van belang voor de structuur en hardheid van de snijrand.
Bij materiaalsoorten met een hoog koolstofgehalte ontstaat – door de snelle afkoeling – een snijrand met een martensiet structuur. De snijrand wordt dan zeer hard en bros. Bij constructiestaalsoorten is het koolstofgehalte niet hoog genoeg om martensiet te vormen. De snijrand wordt bij S235 en andere constructiestalen dan ook bijna niet nadelig beïnvloed. Hoogstens is de verandering merkbaar bij het tappen door iets verlaagde standtijden. In vergelijking met autogeen snijden en plasmasnijden is de warmte beïnvloede zone erg klein.
Oxidatie / Oxidehuid:
Tijdens het lasersnijden gaat zuurstof een reactie aan met het materiaal. Deze reactie wordt oxidatie genoemd. Het gevolg is een dunne oxidehuid op de snijrand. Deze huid kan eenvoudig verwijderd worden met een borstel. Bij complexe geometrieën levert dit echter veel werk op. Het verwijderen van de huid is belangrijk omdat de coating anders niet kan hechten aan het product. Daarom is het goed om met het volgende rekening te houden.
Bij poedercoaten:
Stikstof gaat geen reactie aan met het materiaal. Dit inerte gas is weliswaar duurder dan zuurstof, maar de kosten zijn lager dan het handmatig verwijderen van de oxidehuid. Als het verwijderen veel tijd kost dan is het goedkoper om met stikstof te snijden.
Bij galvaniseren:
Voor het verzinken of verchromen van plaatwerk zal altijd eerst een beitsbehandeling uitgevoerd worden. Hierdoor zal de oxide laag verwijderd worden. Het is dan niet nodig om van te voren de oxidehuid handmatig te verwijderen.

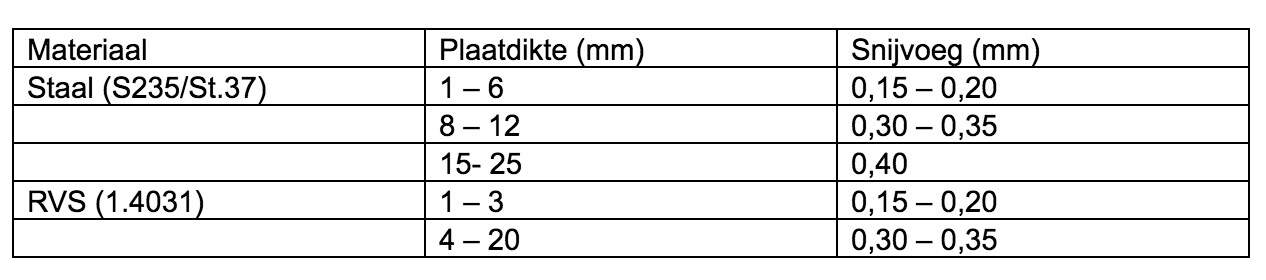
Snijvoeg:
Bij het lasersnijden ontstaat er een snijvoeg. De snijvoeg is aan de snij-bovenkant breder dan aan de snij-onderkant. Hierdoor kunnen er afwijkingen ontstaan op de gewenste productmaat. Bij materiaaldiktes boven de 3 mm wordt, voor een precieze meting van de snijvoeg, een cirkel gesneden. Met een schuifmaat wordt de werkelijke cirkeldoorsnede gemeten. Het verschil tussen de geprogrammeerde en werkelijke doorsnede geeft de snijvoeg aan. In de onderstaande tabel worden de richtwaarden voor de snijvoeg aangegeven.