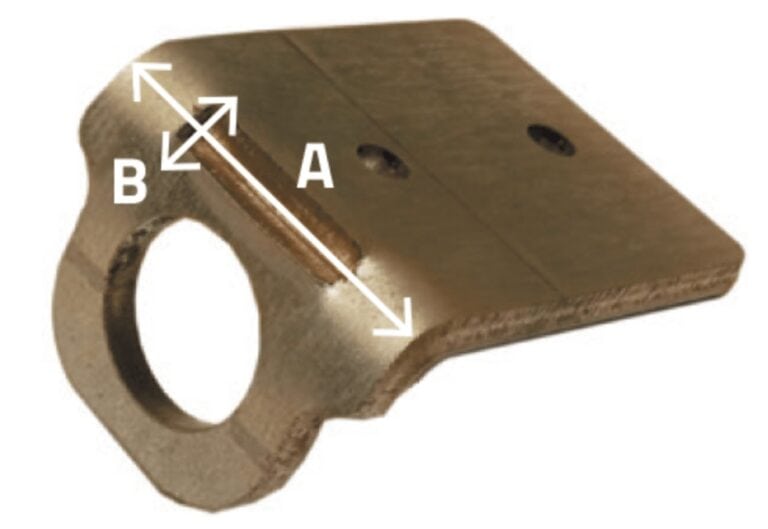
Gatafstand bepalen
Bij het buigen van metaalplaat kan er vervorming optreden van gaten. Bij het buigen van plaatwerk verandert het materiaal blijvend van vorm. Er is sprake van een plastische vervorming op en rondom de zetlijn. In de binnenradius zal het materiaal stuiken en op de buitenradius zal het materiaal rekken.
De duw en trekkrachten werken ook op eventuele gaten in deze zone. Hoe dichter het gat bij de zetting ligt, hoe groter deze vervorming is.
Afhankelijk van de materiaaldikte en de groefbreedte is de beschadigingszone groter of juist kleiner. Hoe dikker het materiaal, hoe breder de groef en hoe groter de vervorming rondom de zetlijn. Tussen de twee beschadigingslijnen is er altijd sprake van vervorming.
Waarom is het belangrijk dat gaten niet vervormen?
Natuurlijk is het vervormen van gaten een ongewenst effect. De gaten zijn zorgvuldig op de juiste plek en in de juiste afmetingen aangebracht. In de deformatiezone verschuiven de gaten en is van de toleranties niets meer terug te vinden.
Met name bij tapgaten en passingen is dit cruciaal. De kleinste afwijking in een tapgat kan er voor zorgen dat het aanbrengen van een bout onmogelijk wordt. Hetzelfde geldt voor passingen, die aan hoge toleranties voldoen.
Dit effect is het sterkste in de plastische deformatiezone maar kan ook daarbuiten nog optreden.
Hoe kun je gatvervorming voorkomen?
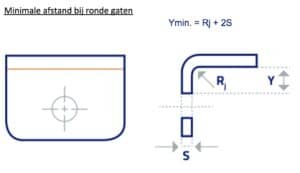
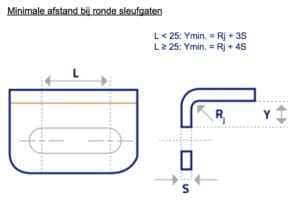
Het vervormen van gaten is door de constructeur makkelijk te voorkomen door gaten op een veilige afstand buiten de beschadigingszone te plaatsen. Het gat moet, vanaf de zetting bekeken volledig buiten de beschadigingslijn liggen. Alleen zo is de ontwerper ervan verzekerd dat de gaten intact blijven.